

説明
連続レーザー溶接装置:1.業界最高の構成を統合!国際一流の品質!レーザー連続ファイバーレーザー溶接機は、精密な溶接プロセス、高コストパフォーマンス、完璧なアフターサービスにより、世界中のお客様から高い評価を得ています。製品は世界中で販売されており、顧客満足度は100%です。処理後のはんだ接合部が非常に細かく、平らで美しいため、一部のお客様から高く評価されています。"溶接工程は完璧です"!
製品の利点:
● レーザービームの品質が優れ、溶接速度が速く、溶接継ぎ目がしっかりして美しいため、ユーザーに効率的で完璧な溶接ソリューションを提供します。
● 産業用 パソコン によって制御され、ワークピースは平面軌道移動を行うことができ、点、直線、円、四角形、または直線と円弧で構成された任意の平面グラフィックを溶接できます。
● 高い電気光変換率、低エネルギー消費、長期使用により、ユーザーは処理コストを大幅に節約できます。
● 装置は信頼性が高く、24時間連続して安定して処理できるため、産業の大量生産と処理のニーズを満たします。
● 特殊飛行機はカスタマイズ機能が充実しており、お客様のニーズに合わせてカスタマイズできます。
パフォーマンス特性:
★ スピードが速く、熟練度が高く、外観がより精巧です。はんだ接合部の直径は要件に応じて調整でき、熱影響部が小さいため、精密製品の変形を引き起こしません。
★ 溶接可能な小さくて細かい幾何学的領域、あらゆるサイズの製品に適しています。
★ 密度溶接により気孔やトラコーマが露出せず、直接研磨・磨きが可能です。
同軸CCDモニタリングシステム:
当社の製品には同軸 CCD モニタリング システムを装備できます。同軸 CCD モニタリング システムは最大 10 倍まで拡大できます。同時に、同軸 CCD モニターのクロス ターゲットとレーザー溶接スポットの中心は完全に一致します。
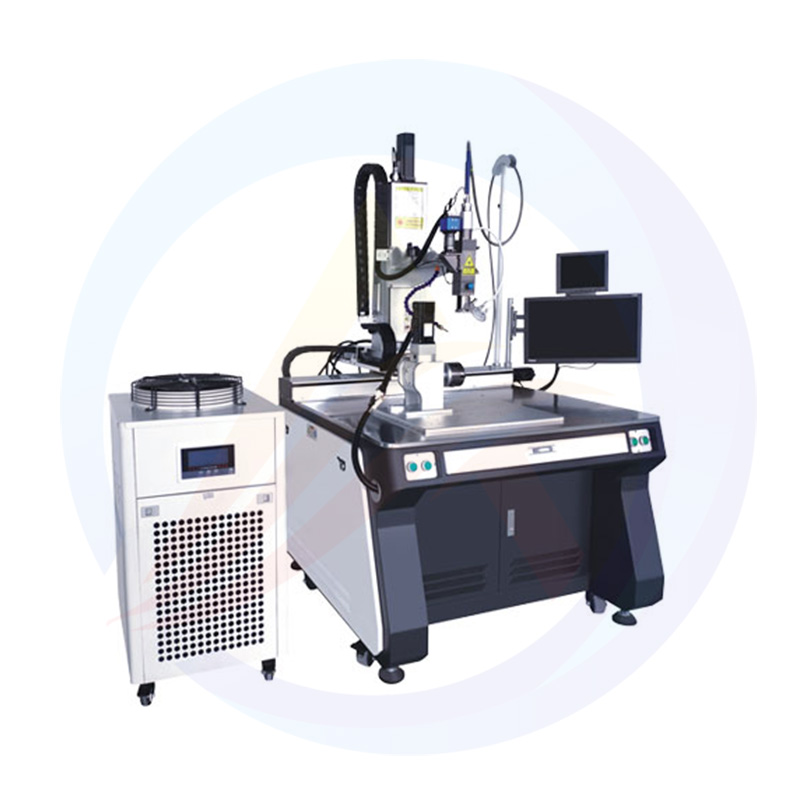
装置主要構成:
設備は主に1500Wファイバーレーザー、溶接機、溶接ヘッド、水冷機などで構成されています。
装備要件:
· この装置は柔軟性があり、正方形などのさまざまなモジュールの溶接に適合します。
· ファイバー伝送レーザー、レーザー 1 セット、ワークステーション 1 セットを使用し、小ロットのマルチバッチ モジュールの溶接とテストに適しています。
· 溶接ステーションは柔軟性と汎用性に優れています。固定具を変更または調整し、簡単なプログラムを呼び出したり編集したりするだけで、さまざまな製品、位置、溶接方法に適応できます。
· レーザーはエネルギーフィードバックピークパワーパルスレーザーを採用しており、安定したパワーと良好な溶接一貫性を備えています。
· 特殊なレーザー溶接煙浄化システム、溶接スパッタと煙の収集、溶接後の溶接スラグなし、溶接治具の清潔さ、良好な位置決め精度の維持、一貫した溶接品質の確保
· 溶接機とレーザーの習得と操作が簡単。
· 比例電圧制御により、加熱ユニットからのスムーズな電圧出力を確保します。
· 24時間稼働
ガントリーワークベンチ:
| X軸ストローク | 800mm |
| Y軸ストローク | 1000mm |
| Z軸ストローク | 400mm |
| XYZ軸位置決め精度 | ≤±0.01mm |
| XYZ軸補間速度 | ≤250mm/秒 |
| XYZ軸駆動 | サーボモーター(減速機付きZ軸) |
ガントリーワークベンチ:
| X軸ストローク | 400mm |
| Y軸ストローク | 300mm |
| Z軸ストローク | 300mm |
| XYZ軸位置決め精度 | ≤±0.01mm |
| XYZ軸補間速度 | ≤250mm/秒 |
| XYZ軸駆動 | サーボモーター(減速機付きZ軸) |
のタークーラー:
| 冷却能力 | 12.5KW |
| 水タンク容量 | 38L |
| 冷媒 | R22 |
| 水温制御範囲 | 26±1℃ |
| アラーム機能 | 水位、低温、高温、過負荷など。 |
| 電力要件 | AC220V±10%、50Hz |
| L+N+体育 | |
| 定格出力5.5Kw | |
| 定格電流30A | |
| 環境要件 | 温度5〜45℃、湿度10〜90% |
ファイバーレーザーパラメータ:
| 動作モード | 連続\変調 |
| 平均出力 | 1500W |
| レーザー波長 | 1080 |
| レーザー周波数 | 10-20000Hz |
| 赤色光パワー | 0.1mW |
| 出力ファイバー終端 | ユニバーサルQBH |
| 繊維長 | 15M |
| 最小曲げ半径 | 200MM |
| 動作温度 | 10~40℃ |
| 温度 | 10~90℃ |
| レーザーライフ | 80000H~100000H |
溶接ヘッド:
| 監視ユニット | 同軸CCD、リアルタイム拡大10倍 |
| 保護ユニット | 同軸または距離計 |
| 重さ | 2.5kg |
ランダム添付ファイル:
| 名前 | 仕様 | 量 | |
| ホースクランプ | 3 | ||
| フィルターエレメント | 2 | ||
| ドキュメント | ユーザーマニュアル | 1 | |
| ソフトウェア取扱説明書 | 1 | ||
| チラーのメンテナンス手順 | 1 | ||
| 適合証明書 | 1 | ||
| 保証書 | 1 | ||
| 消耗部品リスト | 1 | ||
| ツール | 修復ツール | 六角レンチ | 1 |
| レーザー保護メガネ | 2 | ||
主な構成:
| いいえ | 名前 | 数量 | ・ 仕様 |
| 1 | 1500Wレーザー | 1 | 1500W |
| 2 | 昇降スクリューレールモジュール | 1 | 400mm / 300mmストローク |
| 3 | フロントおよびリアスクリューガイドモジュール | 1 | 800mm/300mmストローク |
| 4 | 左右のネジガイドモジュール | 1 | 1000mm/400mmストローク |
| 5 | 溶接ヘッド | 1 | カスタム |
| 6 | 制御システムキャビネット | 1 | ヘルツ-FW01 |
| 7 | 制御ソフトウェア | 2 | |
| 8 | チラー | 1 | 3Pデュアル温度デュアルコントロール |
| 9 | コンピューター | 1 | 産業用コンピュータ |
製品展示

テイ ブレーキパッド ブレーキディスクブレーキ
TEIブレーキパッド、ブレーキディスク、ブレーキスチールパイプは、車サイズの4ピストンまたは6ピストンブレーキキャリパーに適しています。P60ESには、改造用に355ディスク(18インチ前輪)が装備されています。

テイ ブレーキパッド ブレーキディスクブレーキ
TEIブレーキパッド、ブレーキディスク、ブレーキスチールパイプは、車サイズの4ピストンまたは6ピストンブレーキキャリパーに適しています。P60ESには、改造用に355ディスク(18インチ前輪)が装備されています。
展示会


証明書

よくある質問
Q1. バッテリースポット溶接機とは何ですか?
バッテリースポット溶接機は、バッテリー製造において、スポット溶接によってバッテリーパックのさまざまなコンポーネントを接合するために使用される特殊な装置です。電流を使用して局所的な加熱効果を生み出し、バッテリーコンポーネントの金属表面を溶かして融合させます。
機械は通常、電源、電極端子、および制御ユニットで構成されています。バッテリー セル、バス バー、タブなどのバッテリー コンポーネントは、電極端子の間に配置されます。機械が起動すると、高電流が電極端子に流れ、金属表面が溶けて強固な結合が形成されます。電流の持続時間と強度は、適切な溶接を確実に行うために機械の設定によって制御されます。
スポット溶接プロセスは、バッテリー コンポーネント間の信頼性が高く低抵抗の電気接続を確保します。これは、バッテリー パックの全体的なパフォーマンスと安全性にとって重要です。また、マシンには、調整可能な溶接パラメータ、監視システム、安全機構などの追加機能があり、一貫性のある正確なスポット溶接結果を保証します。
Q2. スポット溶接機にはどのようなバッテリーを使用すればよいですか?
スポット溶接機に使用されるバッテリーは、通常、高容量のリチウムイオン バッテリーです。これらのバッテリーはエネルギー密度が高いことで知られており、効率的なスポット溶接に必要な電力を供給できます。具体的なバッテリー要件は、スポット溶接機のサイズと出力によって異なります。スポット溶接機が最適なパフォーマンスを発揮するには、必要な電圧と電流レベルを提供できるバッテリーを選択することが重要です。
Q3. バッテリースポット溶接機はどのように動作しますか?
バッテリースポット溶接機は、バッテリーパックのさまざまなコンポーネントをスポット溶接で接合するために使用される装置です。
通常は次のように動作します。
準備: バッテリースポット溶接機はセットアップされ、電源に接続されます。この機械には、バッテリー部品に溶接電流を供給する 2 つの電極チップまたはプローブが装備されています。
アライメント: バッテリーセルやバスバーなどのバッテリーコンポーネントは、機械の溶接面上で正しく整列して配置されます。電極は、コンポーネント上の目的の溶接ポイントに接触するように配置されます。
溶接パラメータ: オペレーターは、機械上で必要な溶接パラメータを設定します。これには、溶接電流、継続時間、電極圧力などのパラメータが含まれます。
溶接工程: 作業者は通常、フットペダルを踏むかボタンを押すことで溶接プロセスを起動します。起動すると、高電流が電極の先端から溶接点に流れ、接触点に高熱が発生します。
溶接形成: 電流によって発生した熱により、接合される部品から少量の材料が溶けます。指定された時間電流が流されると、溶けた材料が固まり、部品間に強力な溶接結合が形成されます。
冷却: 溶接プロセスの後、溶接部分を完全に固めるために、溶接部分を冷却する必要があります。一部の機械には、このプロセスを高速化するための冷却機構が組み込まれています。
検査: 溶接部品は、溶接の品質と完全性を確認するために検査されます。これには、目視検査、溶接特性の測定、または必要に応じて追加のテストの実施が含まれる場合があります。
これらの手順を繰り返し実行することで、バッテリースポット溶接機はバッテリーコンポーネントを効率的かつ正確に接合し、信頼性と耐久性に優れたバッテリーパックを作成できます。




")






